После того, как Вы приобрели и доставили листогибочный станок на свое предприятие, следующий важный этап — это грамотная сборка и настройка. Это весьма актуально, так как инструмент обычно продается в частично разобранном виде. Станки поставляют разобранными для того, чтобы исключить риск повреждения подвижных частей и механизмов, а также для удобства транспортировки агрегатов.

После доставки станка на производство требуется для начала убрать защитную обрешётку и смонтировать стойки опор. Только после их установки можно поставить агрегат на его рабочее место и монтировать все остальные части. Собирать оборудование требуется только после ознакомления с инструкцией и строго следуя всем ее пунктам.
Правильная установка прижимной траверсы
От того, насколько правильно отрегулирована прижимная траверса зависит усилие при обработке материала. Правильная настроенная балка надежно фиксирует материал, при этом, не допуская излишней перегрузки агрегата.
Если сила прижима будет чересчур велика, то есть риск появления неисправности важных движущихся элементов агрегата. Между тем слишком маленькое усилие непременно повлияет на качество производимых изделий по причине невозможности выполнять сгиб требуемой точности.
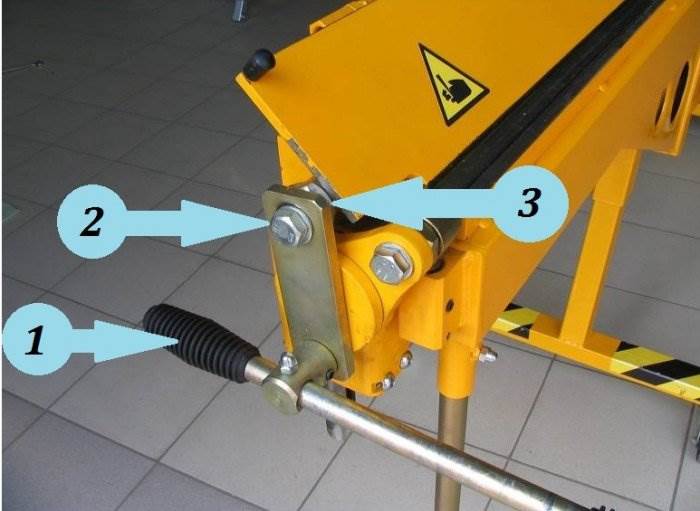
Для правильной регулировки прижимной траверсы необходимо:
- слегка открутить фиксирующие болты с двух концов балки (2);
- повернуть эксцентрик (3) и немного поднять балку;
- поместить две одинаковые металлические полосы шириной пять-шесть см с двух сторон рабочей поверхности под балкой;
- опустить траверсу обратно, используя эксцентрик (3). Металлические полосы должны быть достаточно сильно прижаты, сдвинуть их можно только применив некоторое усилие;
- закрутить болты (2), удерживая траверсу в нужном положении.
Во время поворота эксцентрика балка может немного смещаться. Для возврата в необходимое положение требуется провести регулировку направляющих, используя болты. Для этого сначала ослабляются два болта с одной стороны, после чего затягиваются болты на другой стороне. С какой стороны ослаблять и затягивать винты зависит от направления, в котором смещена балка. Радиус сгиба заготовки меняется тем же способом (от 1 до 3 мм).
Как повысить качество сгиба
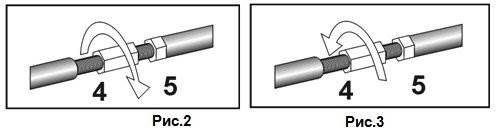
Для повышения качества продукции требуется регулировать позицию поворотной гибочной траверсы. Если планируется работа с тонким или мягким металлом, то римскую гайку (4) следует повернуть против часовой стрелки, предварительно ослабив контргайку (5). Если же нужно будет работать с толстым или твердосплавным металлом, то римскую гайку (4) необходимо повернуть по часовой. Таким способом увеличивается начальное усилие, которое прикладывается к материалу, однако чересчур большое усилие для мягкосплавного металла негативно скажется на качестве готовых изделий.
Как настроить гибочную балку по высоте
Для настройки гибочной траверсы на требуемую высоту необходимо расслабить болты с двух сторон (6). После чего регулировочный винт (7) поворачивается в правую сторону для увеличения и в левую для уменьшения высоты. После установки траверсы на требуемую высоту фиксирующие болты затягиваются обратно.

Листогиб MetalMaster LBM считается одним из наиболее высококачественных станков на рынке гибочного оборудования в нашей стране. В отличие от аналогов от других производителей, он обладает опцией регулировки гибочного радиуса. Для его увеличения балку требуется опустить. От гибочного радиуса зависит форма получившейся кромки. Если радиус большой, то кромка получается округлой, а при уменьшении радиуса становится острее. Важно помнить о том, что гибочный радиус должен быть больше толщины металла, в противном случае заготовка сломается при сгибе.
Как настроить роликовый нож
Требуемая высота ножа настраивается на нижнем ролике инструмента. Режущая поверхность должна быть точно параллельна гибочной траверсе. Положение режущей части регулируется опорными болтами ролика.
Если при резке нижний ролик не касается металла, это приводит к смещению лезвия. В таком случае требуется отрегулировать ширину каретки с помощью регулировочных роликов.
При резке мягкого материала может происходить деформация кромки, вследствие этого возникают волны на заготовке. Для того, чтобы решить эту проблему рекомендуется смазать режущую часть маслом.
Правильная настройка и грамотная регулировка станка — основа высокой производительности и наилучшего качества производимых изделий. Если у Вас остались вопросы по настройке отдельных элементов станка лучше проконсультироваться со специалистами.







